leonard.kzao@chnzbtech.com +86-15596648075 +86(0) 2988087080
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 English
English





 |








Water-cooled Cable
Water-cooled power cables provide the only flexible electrical connection in the secondary circuit of an electric arc furnace (EAF). These cables are designed to accommodate continuous movement of the electrode arms during furnace operation, including electrode lifting, lowering, roof swinging, and furnace charging.
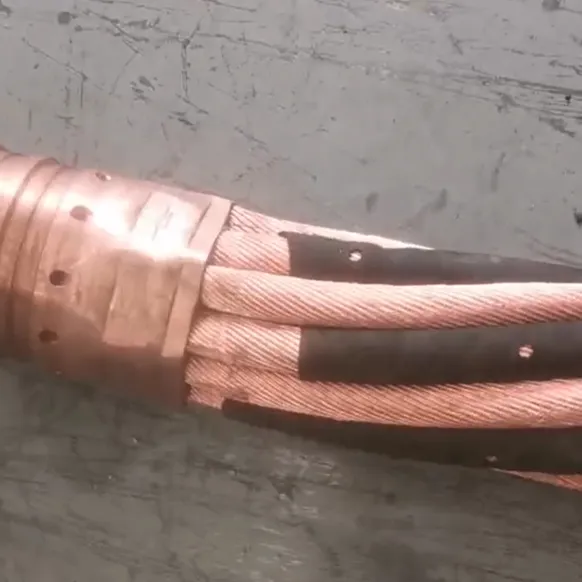
The connections from the transformer delta closure are silver-plated to ensure low contact resistance and stable current transmission. The cable conductor consists of multiple stranded copper wires arranged in a cylindrical structure and brazed to copper terminal heads at both ends.

A rubber hose surrounding the cable serves as the external cooling water channel. The hose is secured using stainless steel clamps, vulcanized retaining structures, or anti-abrasion protection systems. To improve durability in severe steelmaking environments, the outer hose is additionally protected by abrasion-resistant sleeves manufactured from fiberglass, vulcanized rubber compounds, silicone-coated glass fiber, or aluminum glass fiber materials.
As cable technology developed, it became recognized that under AC furnace operation, current is concentrated mainly on the outer region of the conductor due to the “skin effect.” To optimize performance, the center portion of the conductor was replaced with a hollow rubber tube, reducing cable weight, reactance, and manufacturing cost. In some designs, this internal channel is also utilized as an additional cooling water passage.
For DC furnace applications, the skin effect is minimal and current distribution is more uniform across the conductor cross-section. Therefore, DC furnace cables commonly utilize internal water cooling through the center channel for improved heat dissipation, while external cooling may be reduced depending on the operating design.

Key Features
Our water-cooled power cables feature high current carrying capacity, excellent flexibility, efficient cooling performance, low electrical resistance, and reduced reactance. Designed for demanding steelmaking environments, they provide reliable long-term operation and extended service life under severe operating conditions.
Why Choose Us
1. Forged Copper Terminal Technology
We are among the few manufacturers in China using fully forged copper terminal heads instead of cast or fabricated structures, ensuring higher conductivity, superior mechanical strength, and longer service life.
2. High-Purity Copper Material
All cables are manufactured using high-conductivity T2 or TU2 copper materials. Third-party inspection certificates such as SGS and BV are available upon request.
3. Large-Capacity Project Experience
We have successfully designed and manufactured water-cooled power cables for 350-ton EAF applications, including cables with cross-sections up to 7500 mm² and lengths up to 14.5 meters.
4. Enhanced Protection Design
Optional internal protection hose structures are available to improve mechanical protection, cooling stability, and operational lifespan under demanding furnace conditions.
5. Full Quality Assurance
Every cable undergoes comprehensive inspection and testing before shipment, including hydraulic pressure testing, electrical resistance testing, dimensional inspection, and leakage testing, ensuring reliable long-term operation in harsh steelmaking environments.















